Оценка задач и скрытые риски экономии
Выбор оборудования для металлообработки начинается не с просмотра каталогов поставщиков, а с честного ответа на вопрос о задачах производства. Ошибка на этапе проектирования закупки стоит дороже самого аппарата. Многие предприниматели смотрят только на цену, забывая, что дешевый источник излучения потребует замены через год интенсивной работы.
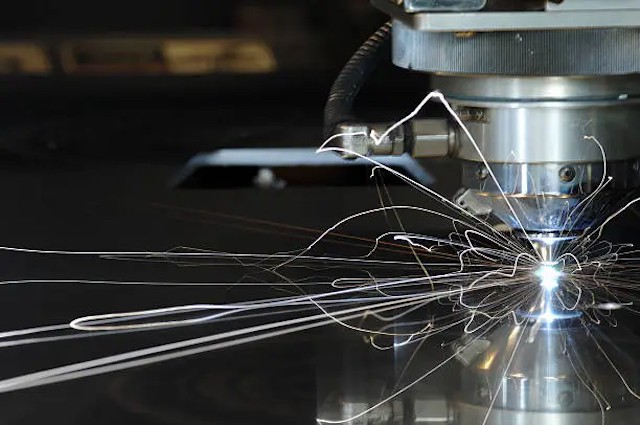
Станки лазерной резки должны рассматриваться как единый комплекс, где оптика, система ЧПУ и механика работают синхронно. Разбалансировка любого узла сведет на нет плюсы даже самого мощного лазера.
Не стоит забывать и про габариты рабочего поля: запас по размеру листа в 10–15% спасет от необходимости искать подрядчиков для нестандартных заказов. Также критична устойчивость электроники к скачкам напряжения в цеху.
Мощность источника и качество луча
Ключевой параметр – мощность источника. Для листового проката толщиной до 3 мм достаточно волоконного лазера на 1–1.5 кВт. Попытка резать десятку миллиметровым металлом на слабом оборудовании приведет к оплавленным кромкам и браку.
Если в планах есть толстостенные заготовки, нужен источник от 3 кВт и выше. Здесь важна не только мощность, но и качество луча. Параметр BPP определяет, насколько точно можно сфокусировать энергию. Чем он ниже, тем чище рез и выше скорость на тонких листах. Игнорирование этого технического нюанса превращает покупку в лотерею.
Газы, механика и сервисная поддержка
Не менее критична система подачи газа. Азот дает чистый шов без окалины, но требует огромного расхода. Кислород дешевле и ускоряет процесс на углеродистых сталях, однако оставляет оксидную пленку, которую потом нужно удалять.
Выбор зависит от последующей обработки детали. Если деталь идет под покраску, кислород подойдет.
Если требуется эстетичный вид без постобработки, придется тратиться на азот или ставить мощный компрессор. Механика станка тоже играет роль. Портальная конструкция должна быть жесткой, чтобы гасить вибрации на высоких скоростях. Дешевые направляющие быстро выработают ресурс, и точность позиционирования упадет, особенно при длительных сменах.
Сервисная поддержка поставщика важнее бренда. Наличие запчастей на складе в вашем регионе сокращает время простоя с недель до часов. Лучше переплатить за локальную сервисную службу, чем ждать инженера из другой страны. Сухие цифры ТТХ важны, но реальную прибыль приносит станок, который работает в смену, а не ждет ремонта. Надежное оборудование окупается не скоростью реза, а отсутствием внеплановых остановок производства.
Реклама, ООО «Дельтасвар»
















